

Mexaniki sistemlərinizin səmərəliliyini və uzunömürlülüyünü maksimum dərəcədə artırmaq məsələsinə gəldikdə, zəncirvari dişli çarxların seçimi ən vacib məsələdir. Gəlin əməliyyatlarınızı yeni zirvələrə qaldıracaq materialların, ölçülərin, konstruksiyaların və texniki xidmətin əsas aspektlərinə nəzər salaq.
Material SeçimiMexaniki sistemlərinizi optimallaşdırmaq məsələsinə gəldikdə, zəncir dişli çarx materiallarının seçimi çox vacibdir. Dişli çarxlarınızın dişlərinin kifayət qədər təmas yorğunluğuna və aşınma müqavimətinə malik olduğundan əmin olmaq istəyirsiniz. Buna görə də 45 polad kimi yüksək keyfiyyətli karbon polad tez-tez ən yaxşı seçimdir. Bu vacib tətbiqlər üçün daha yaxşı performans üçün 40Cr və ya 35SiMn kimi ərintili poladlara keçməyi düşünün.
Əksər dişli çarxlar 40-60 HRC səth sərtliyinə nail olmaq üçün istiliklə işlənir və bu da onların işləmə çətinliklərinə tab gətirə bilməsini təmin edir. Qeyd etmək vacibdir ki, kiçik dişli çarxlar böyük dişli çarxlara nisbətən daha tez-tez bir-birinə dəyir və daha böyük zərbələrə məruz qalır. Buna görə də, kiçik dişli çarxlar üçün istifadə olunan materiallar daha böyük dişli çarxlar üçün istifadə olunan materiallardan daha üstün olmalıdır.
Zərbə yükünə davam gətirməli olan dişli çarxlar üçün aşağı karbonlu polad əla seçimdir. Digər tərəfdən, tökmə polad aşınmaya məruz qalan, lakin güclü zərbə vibrasiyalarına məruz qalmayan dişli çarxlar üçün idealdır. Tətbiqiniz yüksək möhkəmlik və aşınma müqaviməti tələb edirsə, ərintili polad ən yaxşı seçimdir.
Zəncir dişli çarxlarınız üçün düzgün materiallara investisiya qoymaq onların uzunömürlülüyünü artırmaqla yanaşı, mexaniki sistemlərinizin ümumi səmərəliliyini də artırır. Keyfiyyətdən güzəştə getməyin - ağıllı seçim edin və performansınızın necə yüksəldiyini izləyin!
Əsas Ölçülər və Struktur Seçimlər
Optimal performans üçün dişli çarxlarınızın əsas ölçülərini anlamaq vacibdir. Əsas ölçülərə dişlərin sayı, meydança dairəsinin diametri, xarici diametr, kök diametri, meydança çoxbucağının üzərindəki diş hündürlüyü və diş eni daxildir. Meydança dairəsi, zəncir sancaqlarının mərkəzinin yerləşdiyi və zəncir meydançasına bərabər bölünmüş dairədir.Aşağıda göstərildiyi kimi:
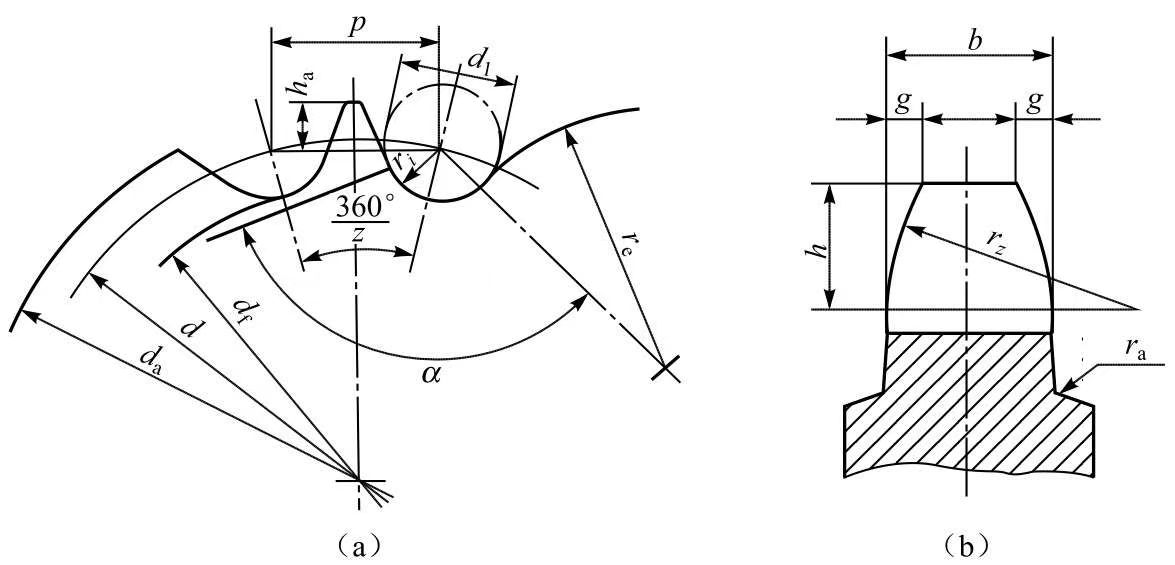
Dişli çarxlar bərk, perforasiyalı, qaynaqlı və yığılmış formalar da daxil olmaqla müxtəlif struktur formalarda olur. Ölçüsündən asılı olaraq, uyğun strukturu seçə bilərsiniz: kiçik diametrli dişli çarxlar bərk ola bilər, orta diametrli dişli çarxlar tez-tez perforasiyalı dizayndan istifadə edir və böyük diametrli dişli çarxlar adətən qaynaq və ya boltlama yolu ilə birləşdirilmiş diş halqası və nüvəsi üçün müxtəlif materialları birləşdirir. Xüsusi nümunələr üçün Goodwill's-a baxın.dişli çarxkataloqlar.
Diş Dizaynı: Səmərəliliyin Ürəyi
Bir dişli çarxdakı dişlərin sayı ötürülmənin hamarlığına və ümumi ömrünə əhəmiyyətli dərəcədə təsir göstərir. Müvafiq sayda diş seçmək vacibdir - çox və ya az olmasın. Həddindən artıq sayda diş zəncirin ömrünü qısalda bilər, çox az olması isə qeyri-bərabərliyə və dinamik yüklərin artmasına səbəb ola bilər. Bu problemlərin qarşısını almaq üçün kiçik dişli çarxlardakı minimum diş sayını məhdudlaşdırmaq məsləhətdir, adətən Zmin ≥ 9 olaraq təyin olunur. Kiçik dişli çarxlardakı dişlərin sayı (Z1) zəncir sürətinə əsasən seçilə bilər və sonra böyük dişli çarxdakı dişlərin sayı (Z2) ötürülmə nisbəti (Z2 = iZ) istifadə edilərək müəyyən edilə bilər. Bərabər aşınma üçün dişli çarxlar ümumiyyətlə tək ədəd olmalıdır.

Optimal Zəncir Sürücü Düzeni
Zəncirvari ötürücünün düzülüşü komponentlərin özü qədər vacibdir. Zəncirvari ötürücünün ümumi düzülüşü aşağıda göstərilmişdir.
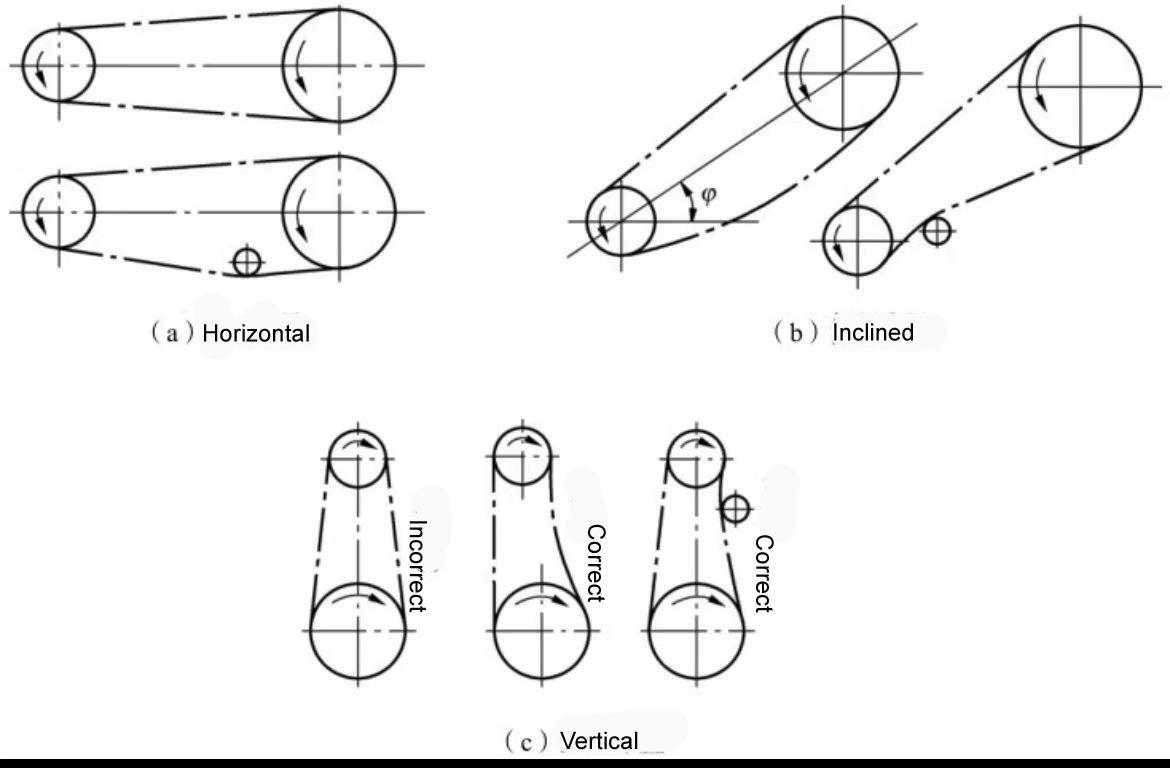
Üfüqi düzülüş: Zəncirvari çarxın ayrılmasının və qeyri-adi aşınmanın qarşısını almaq üçün hər iki dişli çarxın fırlanma müstəvilərinin eyni şaquli müstəvidə hizalandığından və oxlarının paralel olduğundan əmin olun.
Maili Düzəltmə: Aşağı dişli çarxın zəif birləşməsi qarşısını almaq üçün iki dişli çarxın mərkəz xətləri ilə üfüqi xətt arasındakı bucağı mümkün qədər kiçik, ideal olaraq 45°-dən az saxlayın.
Şaquli düzülüş: İki dişli çarxın mərkəz xətlərinin 90° bucaq altında olmasından çəkinin; bunun əvəzinə yuxarı və aşağı dişli çarxları bir tərəfə bir az əyin.
Zəncirin Yerləşdirilməsi: Zəncirin dar tərəfini yuxarıya, boş tərəfini isə aşağıya yerləşdirin ki, həddindən artıq əyilmənin qarşısını alın, çünki bu, dişli çarxların dişlərinə müdaxiləyə səbəb ola bilər.
Optimal Performans üçün Gərginləşdirmə
Zəncir ötürücüsünün düzgün şəkildə dartılması, zəif birləşməyə və titrəmələrə səbəb ola biləcək həddindən artıq əyilmənin qarşısını almaq üçün vacibdir. İki dişli çarxın oxları arasındakı bucaq 60°-dən çox olduqda, adətən dartıcı cihaz istifadə olunur.
Dartılma üçün müxtəlif üsullar mövcuddur və ən çox yayılmışı mərkəz məsafəsinin tənzimlənməsi və dartılma cihazlarından istifadədir. Mərkəz məsafəsi tənzimlənə bilirsə, istədiyiniz gərginliyə nail olmaq üçün onu dəyişdirə bilərsiniz. Əgər tənzimlənmirsə, gərginliyi tənzimləmək üçün dartılma çarxı əlavə edilə bilər. Bu çarx kiçik dişli çarxın boş tərəfinə yaxın yerləşdirilməlidir və diametri kiçik dişli çarxın diametrinə bənzər olmalıdır.
Yağlamanın Əhəmiyyəti
Zəncir ötürücülərinin optimal işləməsi üçün, xüsusən də yüksək sürətli və ağır yük tətbiqlərində yağlama vacibdir. Düzgün yağlama aşınmanı əhəmiyyətli dərəcədə azaldır, zərbələri azaldır, yük tutumunu artırır və zəncirin ömrünü uzadır. Buna görə də, səmərəli işləməyi təmin etmək üçün müvafiq yağlama metodunu və sürtkü növünü seçmək çox vacibdir.
Yağlama üsulları:
Mütəmadi Əl ilə Yağlama: Bu üsul, zəncirin boş tərəfindəki daxili və xarici halqa lövhələri arasındakı boşluqlara yağ çəkmək üçün yağ qabı və ya fırça istifadə etməyi əhatə edir. Bu işi növbəyə bir dəfə yerinə yetirmək tövsiyə olunur. Bu üsul, v ≤ 4 m/s zəncir sürətinə malik kritik olmayan ötürücülər üçün uyğundur.
Damcı Yağlama Yağlaması: Bu sistem sadə bir xarici örtüyə malikdir, burada yağ boş tərəfdəki daxili və xarici halqa lövhələri arasındakı boşluqlara yağ stəkanı və borusu vasitəsilə damcılanır. Tək sıralı zəncirlər üçün yağ tədarük sürəti adətən dəqiqədə 5-20 damcı olur və maksimum dəyər daha yüksək sürətlərdə istifadə olunur. Bu üsul zəncir sürəti v ≤ 10 m/s olan ötürücülər üçün uyğundur.
Yağ Hamamının Yağlanması: Bu üsulda sızmayan xarici örtük zəncirin möhürlənmiş yağ anbarından keçməsinə imkan verir. Zəncirin həddindən artıq dərinə batırılmasının qarşısını almaq üçün diqqətli olmaq lazımdır, çünki həddindən artıq batırma qarışdırma nəticəsində əhəmiyyətli dərəcədə yağ itkisinə səbəb ola bilər və yağın həddindən artıq istiləşməsinə və xarab olmasına səbəb ola bilər. Ümumiyyətlə 6-12 mm batırma dərinliyi tövsiyə olunur ki, bu da bu üsulu v = 6-12 m/s zəncir sürətinə malik ötürücülər üçün uyğun edir.
Yağ sıçratmasının yağlanması: Bu texnika, yağın sıçratma lövhəsi ilə sıçradığı möhürlənmiş bir qabdan istifadə edir. Daha sonra yağ korpusdakı yağ toplama cihazı vasitəsilə zəncirə yönəldilir. Effektiv yağlamanı təmin etmək üçün sıçratma lövhəsinin batırılma dərinliyi 12-15 mm səviyyəsində saxlanılmalı və sıçratma lövhəsinin sürəti 3 m/s-dən çox olmalıdır.
Təzyiqlə Yağlama: Bu qabaqcıl metodda, yağ zəncirə yağ pompası istifadə edilərək püskürdülür və başlıq zəncirin qoşulduğu nöqtədə strateji olaraq yerləşdirilir. Dövr edən yağ təkcə yağlamır, həm də soyutma effekti verir. Hər bir başlıq üçün yağ tədarükü müvafiq təlimatlara müraciət etməklə zəncirin addımı və sürətinə əsasən müəyyən edilə bilər ki, bu da bu metodu v ≥ 8 m/s zəncir sürətinə malik yüksək güclü ötürücülər üçün uyğun edir.
Mexaniki sistemlərinizdə optimal performans və səmərəlilik əldə etmək üçün zəncir dişli çarxının seçilməsi və texniki xidmətinin vacib aspektlərini anlamaq vacibdir. Maşınlarınızın uğurunu təsadüfə buraxmayın - davamlı nəticələr verən məlumatlı qərarlar qəbul edin!
Əməliyyatlarınızın rahat və səmərəli şəkildə işləməsini təmin etmək üçün düzgün materialların, ölçülərin və texniki xidmət strategiyalarının seçilməsi vacibdir. Bu amillərə üstünlük verməklə, avadanlıqlarınızın uzunömürlülüyünü və etibarlılığını artıra bilərsiniz.
Əgər dişli çarxlarla bağlı hər hansı bir sualınız varsa və ya mütəxəssis rəhbərliyinə ehtiyacınız varsa, xahiş edirik bizimlə əlaqə saxlamaqdan çəkinməyinexport@cd-goodwill.comFədakar komandamız bütün dişli çarx ehtiyaclarınızda sizə kömək etmək üçün buradadır!
Yazı vaxtı: 21 Noyabr 2024



